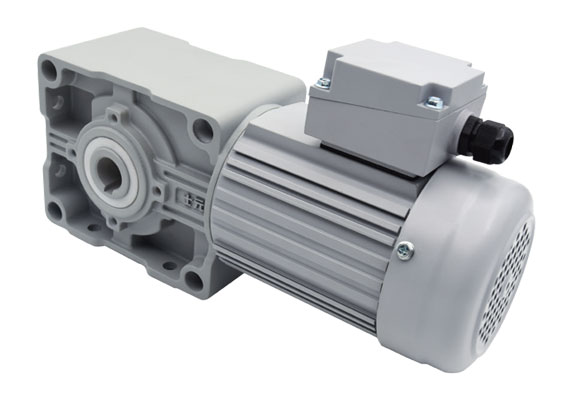
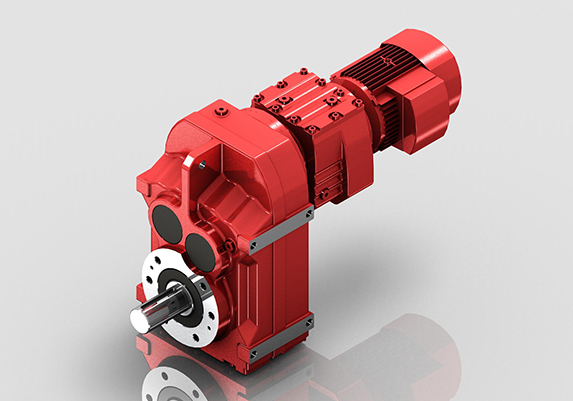
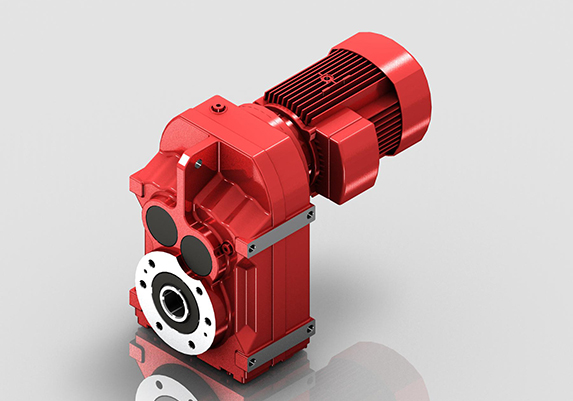
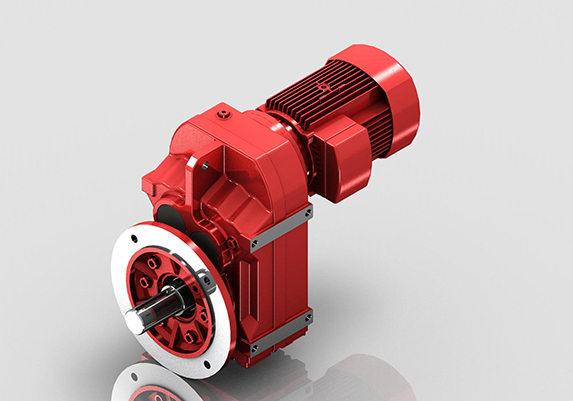
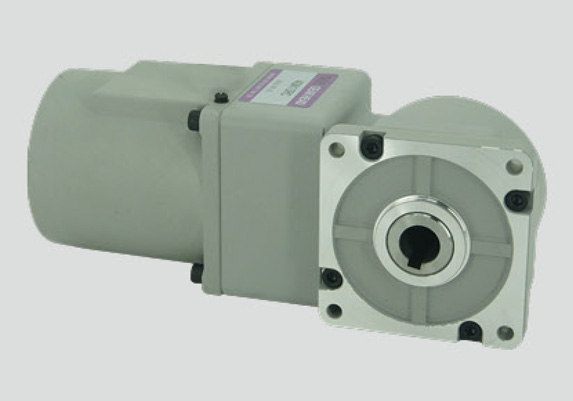
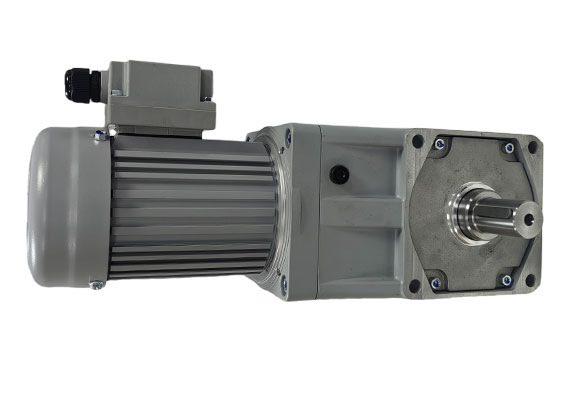
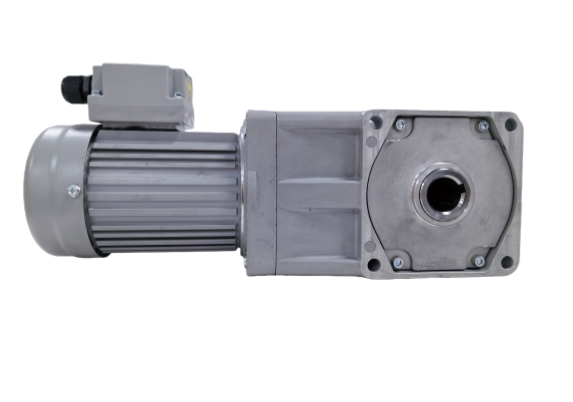
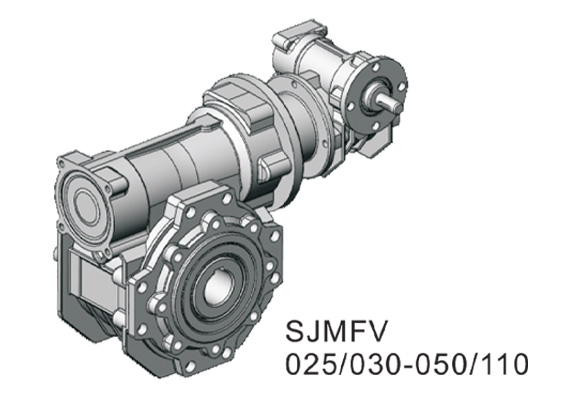
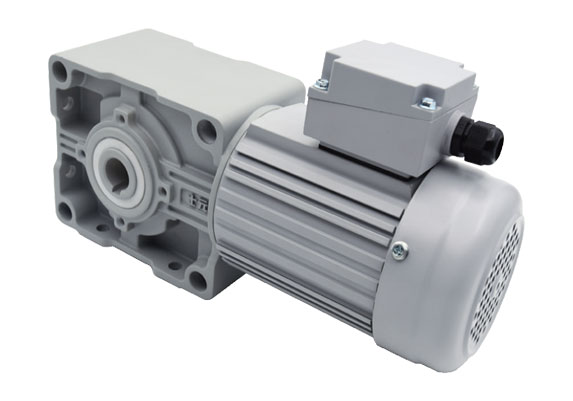
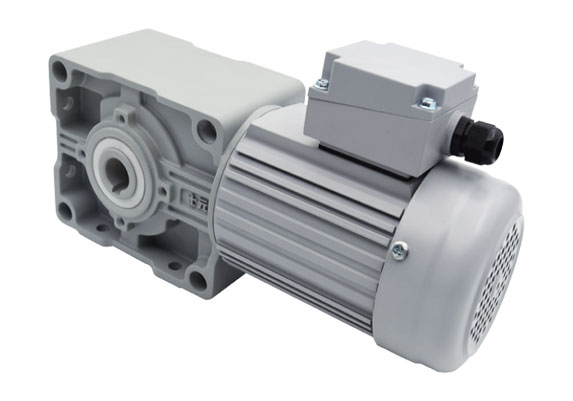
GH卧式三相标准型(刹车)减速马达
GH系列卧式齿轮减速马达

 语言
语言
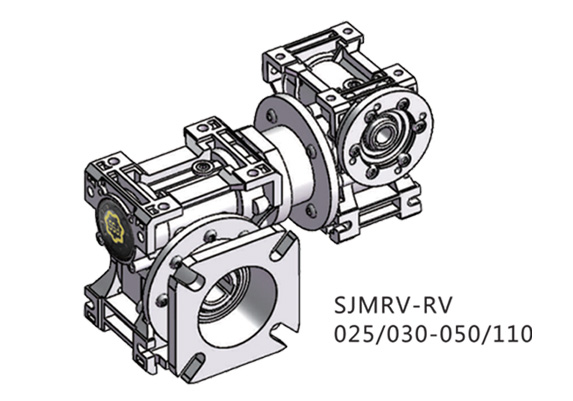
一、倒装工艺概述
倒装工艺指将传统皮带减速器的装配顺序或部件安装方向进行反向设计,通常用于空间受限、维护便利性或性能优化的场景。核心在于保证传动效率的同时,适应特殊安装需求。
二、生产工艺流程
1. 设计与工程准备
逆向设计 :基于传统减速器结构进行倒装布局模拟,重点调整:
皮带轮位置(主/从动轮上下或左右对调)
张紧机构方向(如弹簧或螺杆张紧的反向安装)
壳体开口方向(便于倒装后的维护)
仿真验证 :通过CAE软件分析倒装后的受力分布、皮带磨损及散热性能。
2. 关键部件加工
皮带轮加工 :
材料:HT250铸铁或铝合金(轻量化需求)
工艺:车削→齿面高频淬火(HRC50-55)→动平衡校正(≤0.5g·cm)
壳体改造 :
增加倒装定位基准面,CNC铣削保证±0.02mm精度
油路/散热孔重新排布(避免倒装后润滑不良)
3. 装配工艺
倒装顺序 :
先安装输出端轴承座(传统工艺最后装)
从下端向上装入主轴(需专用导向工装)
反向张紧皮带(预紧力比标准高10%-15%)
特殊工装 :
使用可翻转装配架,实现360°旋转定位
激光对中仪确保皮带轮共面度≤0.1mm
4. 检测与调试
动态测试 :
空载运行2小时,监测振动值(≤2.8mm/s)
红外热像仪检查轴承温升(ΔT≤35℃)
负载验证 :
阶梯加载至额定功率120%,持续30分钟
检查皮带是否跑偏(允许偏差<1%带宽)
三、技术难点与对策
难点 解决方案
皮带易打滑采用双面齿形皮带或增加惰轮压紧机构
润滑脂倒流改用高粘度润滑脂(NLGI 2级)+ 迷宫式密封
维修不便设计快拆式上盖板,螺栓数量减少50%
四、应用场景建议
推荐场景 :井下设备、垂直安装的输送机、机器人关节模块
慎用场景 :高速(>2000rpm)、大冲击负荷工况
五、工艺优化方向
1.轻量化 :尝试碳纤维复合材料皮带轮(减重30%以上)
2.智能化 :集成张力传感器,实时监测皮带状态
3.模块化 :开发快换式倒装模块,缩短客户安装时间
通过上述工艺控制,倒装系列产品可实现与传统减速器同等寿命(≥20,000小时),同时满足特殊安装需求。实际生产中需根据具体型号调整参数。
专注于传动系统成套解决方案

扫码添加客服